


咨詢熱線:0717-4889199
手機:18972571816
QQ:1515309683
郵箱:18972571816@163.com
地址:湖北省宜昌市宜都市姚家店鎮
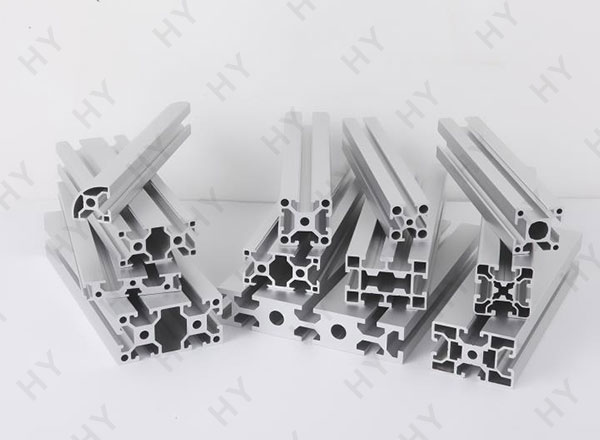
鋁合金型材生產和工藝流程
鋁合金型材具有環保性、穩定性、易加工性和裝飾等特性,廣泛引用于工業、建筑和家居行業等。鋁合金型材分為基材、陽極氧化型材、電泳涂漆型材、粉末噴涂型材、氟碳漆噴涂型材等等,其生產流程和工藝也牽涉到很多復雜的環節。
一、模具制作
模具設計:運用CAD SOLID WORK軟件來制作精準的圖紙。
機加工:根據圖紙在車床上把模具鋼坯料加工出合適的直徑、厚度等,在加工中心加工出焊合室和分流孔;
熱處理:在真空淬火爐中對模具進行熱處理,旨在加強模具硬度;
線切割:通過線切割加工出模孔尺寸;
電火花:電火花加工出模具工作帶;
拋光:在整個模型出來后對模具進行拋光處理,拋光出光滑的工作帶,鋁型材方可擠壓出表面光滑的型材,也方便下來的檢驗和試模;
氮化:加強模具工作帶強度,達到53-54度,更加耐用。
二、熔鑄
配料裝爐:按相應比例,配備鋁錠、中間合金等原料,將鋁錠投入熔煉爐內。
熔化:利用天然氣燃燒融化鋁錠,攪拌使其成分及溫度更均勻,提升鋁液溫度以備調整成分及精煉;
配合金:根據合金要求調整鋁液成分比例;
精煉排渣:對鋁液進行除渣除氣,提高鋁液品質;
靜置:用于精密過濾;
鑄造:連續鑄造,生產出各規格的鋁棒;
均質:鋁棒置均化爐中進行成分均勻化處理,以消除鑄錠殘余應力,改善加工性能,提高擠壓速度,最終完成鋁棒生產。
三、擠壓
鋁棒加熱:控制在410~500度之間。
擠壓:按“高溫低速、低溫高速”的原則,擠壓出型材;
矯直:通過冷彎形矯正,拉直后消除型材彎曲、扭擰等缺陷,同時不能產生桔皮、面不平;
人工時效:嚴格按照時效工藝制度進行時效處理,提高合金強度;
包裝入倉:不需要進行表面處理的鋁型材,在進行長度、強度等系列測量后包裝入倉。
四、表面氟碳處理
表面氟碳處理通過靜電作用,在鋁合金及其表面噴上二氟乙烯,顏色均勻、抗褪色、抗污能力優越。
一次上架:將擠壓完成的鋁合金上架。
前理:在前處理區按規程對材料進行多重清洗,徹底洗凈表面油污;
鉻化:在鉻化池進行鉻化,表面將生成一種細密而穩定的鉻化膜,良好的吸附能力可提高涂料附著力;
烘干:將鉻化后的鋁材置于干燥爐內;
二次上架:噴涂前進行局部打磨,確保材料平整無灰;
油漆涂裝:兩涂一烤,需進行“底漆、面漆”涂裝、三涂一烤需進行“底漆、面漆、清漆”、四涂二烤需進行“底漆、隔離漆、烘烤、面漆、清漆”。
進行烘烤固化后,即可包裝入倉。
五、粉末噴涂
粉末噴涂是通過靜電作用在鋁合金及表面涂上一道粉末涂層,涂層附著力、耐耗性、耐剝落能力、抗紫外線能力強。
上架:將擠壓完成的型材上架;
前處理:在前處理區按規程徹底洗凈材料表面油污后進行鉻化;
烘干:將鉻化后的鋁材置于爐中烘干;
噴涂:進入噴涂區進行粉末噴涂;
固化:讓粉末在200度下進行固化;
晾料后下架,檢驗通過后,方可包裝入倉。
六、氧化
鋁合金在陽極氧化過程中經電解在表面會形成氧化鋁薄膜,氧化過的鋁合金經過電解著色,可生產多種顏色。
上架:上架到導電架上;
前處理:在前處理區按規程對材料進行多重清洗,徹底洗凈材料表面油污;
陽極氧化:將鋁型材置于電解質溶液中,利用電解使其表面形成氧化鋁薄膜;
著色需要著色的氧化型材可進行電解著色,隨時間增長,顏色由淺變深可生產多種顏色;
封孔:對氧化膜進行封孔處理;
下架:鋁型材滴干檢測下架,包裝入倉。
七、電泳
在氧化的基礎上通過電泳作用,在氧化膜上覆蓋一層水溶性丙烯酸漆膜,型材將具有更強的耐水性、耐耗性、耐磨性、表面更光滑美觀。
上架:將材料架到立式導電架上;
前處理:在前處理區按規程對材料進行多重清洗,徹底洗凈材料表面油污;
陽極氧化:將鋁型材置于電解質溶液中,利用電解使其表面形成氧化鋁薄膜;
著色:在著色池中進行電解著色;
電泳:將型材置于電泳池中通過電泳作用在氧化膜上覆蓋一層水溶性丙烯酸漆膜;
固化:進入固化爐,在180度爐溫中固化生成膜;晾料后下架,檢驗通過后包裝入倉。
本網部分文章和信息來源于國際互聯網,本網轉載出于傳遞更多信息和學習之目的,并不意味著贊同其觀點或證實其內容的真實性。如轉載稿涉及版權等問題,請立即聯系管理員,我們會予以更改或刪除相關文章,保證您的權利。對使用本網站信息和服務所引起的后果。本網站不作任何承諾。
- 上一條信息:工業鋁型材都會有哪些常見的腐蝕類型
- 下一條信息:工業鋁型材框架加工如何驗收?


